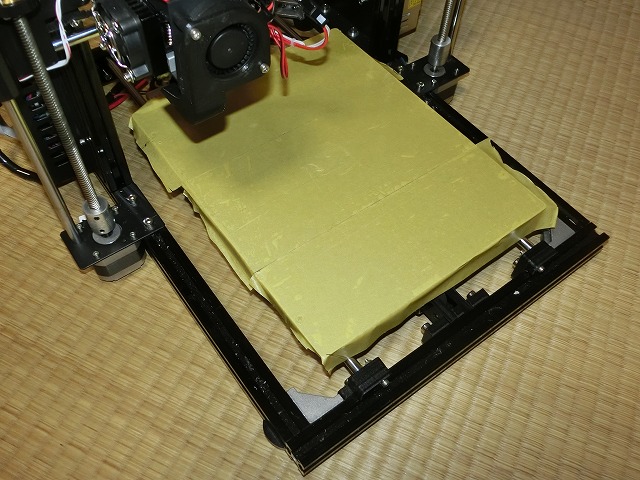
いよいよ試運転の本番?です。ベッドにはプラットフォームシートがわりにマスキングテープを貼っています。

マスキングテープは写真のものを使っています。幅広のマスキングテープですが、幅の違う2種類を購入しています。今のところ使用感に差は感じません。

マスキングテープの他に、印刷物をベッドから外すのにニトムズのテープはがしカッターT0860を買いました。 マスキングテープのカットにも使え、なかなか便利なアイテムです。印刷物の表面が毛羽だったときに、これで扱いて平滑にすることもできます。
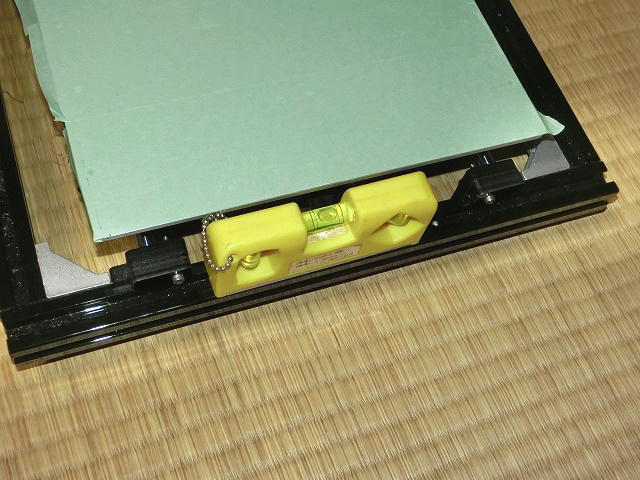
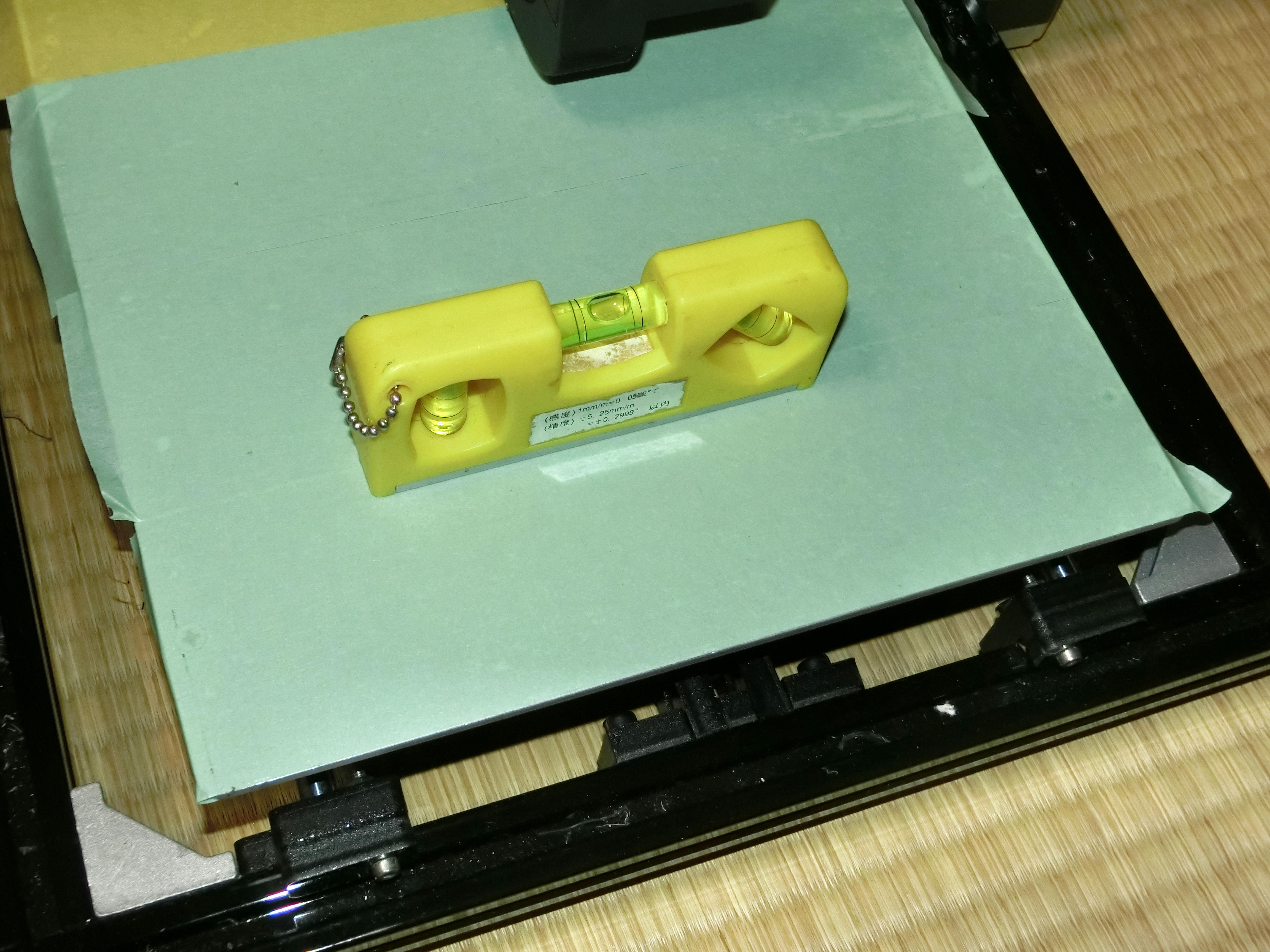
さて、印刷前の準備です。Z軸=0の位置を定めることが目標です。 本体の縦横の水平を取ります。 普通なら水平になるように組み立てているはずですが、傾いていたら足のゴムに何かを噛ませます。
続いてベッドの縦横の水平を取ります。 ベッド下の蝶ネジで調節します。
Z軸の水平も取っておきます。 Z軸のステッピングモーターは左右で計2個あり常時同じ動きをしますので、オートレベリングとは関係なく、最初に水平を調節しておかなければいけません。ステッピングモーターの軸につながるユニバーサルジョイントを手で回して調節します。 手を離すと軸が回転して元に戻ってしまうことがあるので、電源を投入するまで手で固定したままにしておきます。
ひとまずZ軸センサー(下面)をノズルと同じ高さにしておきます。 これで、ノズルがベッドに衝突することはないです。 これ以降、ヘッドを動かすときは必ずセンサーの下にベッドがあることを確認するようにします。ベッドを手前に引き出しすぎるとセンサーの下にベッドがない状態になり、プリンターがZ軸=0の位置が分からなくなってヘッドがベットに衝突することがあります。(習慣づけた方が良いですね。)
それでは電源を入れてヘッドとベットの隙間調節を行います。 まず、フィラメントモニターに六角レンチでも突っ込んでから電源を入れます。 プリンターが立ち上がったら液晶画面のAuto homeを選択するかCuraのモニターの画面からZ軸の家マークを押して、ヘッドをZ軸=0の位置に移動させます。ここでヘッドとベッドの隙間にコピー用紙を入れてみて、その様子からZ軸センサーの高さを調節して、再びヘッドの位置を移動させる操作を繰り返し行います。 当方ではヘッドとベッドの隙間は、紙1枚が少し当たっているくらいに調節していますが、ノズル径やフィラメントの違い等で、適正値が異なるかもしれません。これが狭すぎるとフィラメントが吐出されませんし、広すぎるとフィラメントがベッドに定着せず、綿あめ製造機になります。 ノズルとベッドが接近しすぎた後に、センサーの高さを調節してAuto homeを選択するときは、その前にMove axis→Move 1mmでノズルのZ座標を上げておきます。でないとノズルでベッドを擦ることになります。
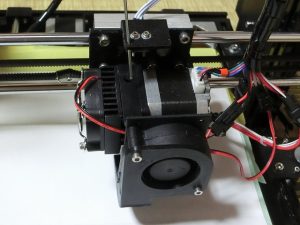
Z軸の調整ができたら、ヘッドを加温してフィラメントをセットします。フィラメントを手でエクストルーダーに押し込んで、写真のようにノズルの先から細長く出てくれば完了です。 このまま印刷を開始しても良いのですが、Change fiamentのエラーが液晶画面に表示されてしまったときは、印刷が終わっても永遠に表示され続けて鬱陶しいので、一旦、電源を落として表示を消しておきます。 念のためにZ軸センサーがベッドの上にあるかどうかを確認します。 これで、印刷準備ができました。印刷するデータをCuraでスライスをして開始します。 Curaの「G-Codeの開始」をきちんと設定していれば、印刷の始めにオートレベリングが始まり、ヘッドとベッドとの隙間の違いを9点で測定して、そのずれをベット全体で自動補正しながら印刷してくれます。 なお、印刷範囲にはスティック糊を塗っておきます。塗る量は少量で良いようです。 印刷はマニュアル等を読めば何とかなりました。(3DCADで作成したstlファイルをCuraに読み込み、CuraでスライスしてG-Codeを生成し、USBかSDカードを介してプリンタに送信する流れになります。)
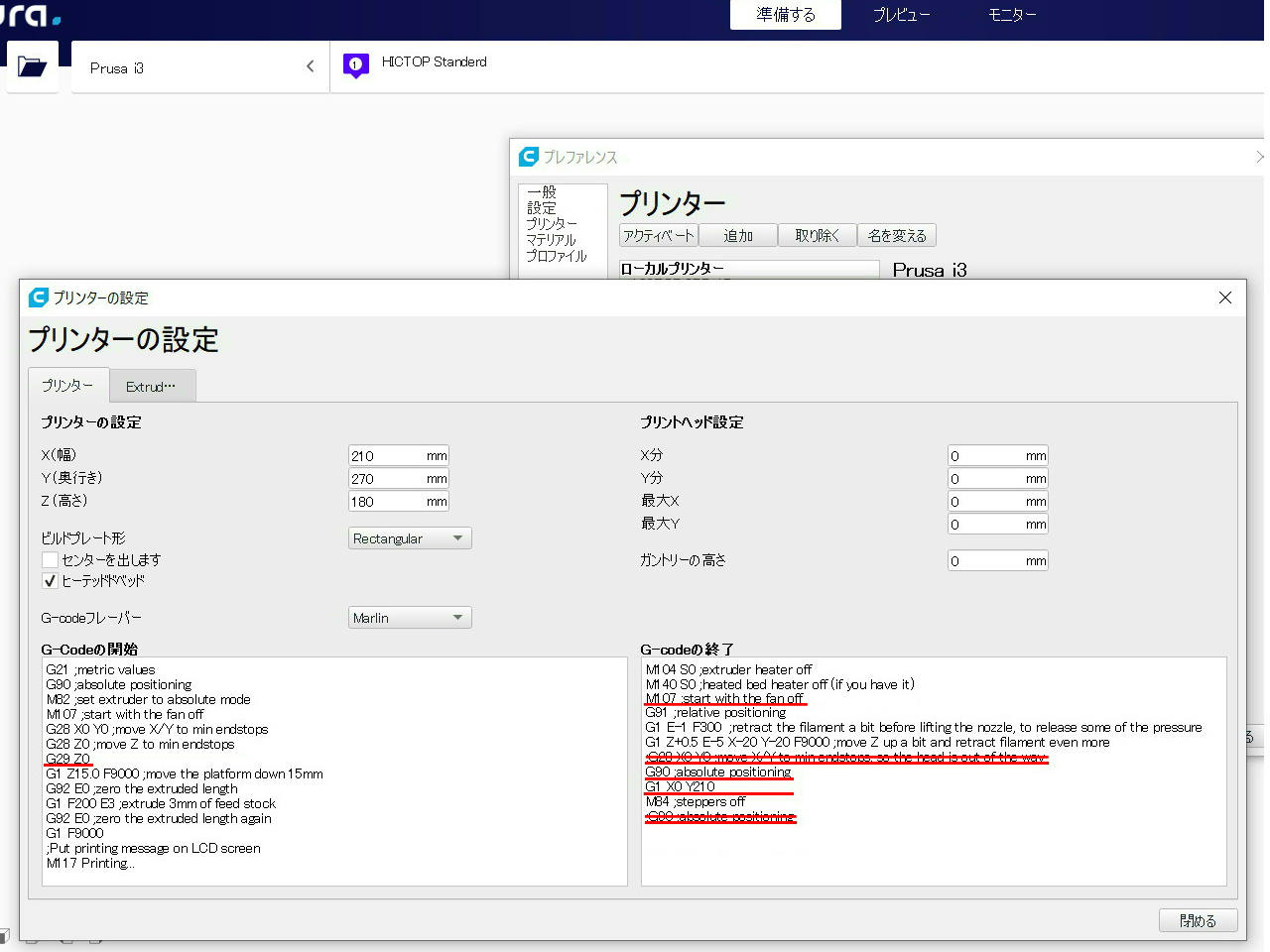
印刷時の1層目でノズルの高さに左右差があったときは、印刷を中止して、ほんの少しだけZ軸のユニバーサルジョイントを手で回して調節します。前後差もあるときはベッドの高さも少し調節します。このときステッピングモーターが固定状態になっているときは、本体のメニューのPrepare→Disable steppersでフリー状態にしてから行います。ここまでするとオートレベリング機能が無意味な感じですが、この方がきれいに印刷できます・・・。(‥ゞ【2020/1/1削除:最近はやっていません。】Z軸の調整とは全く別の話ですが、X軸とY軸の原点も調整しています。(組み立て後の1度のみ。) これは、前に書いたようにX軸は原点のリミットスイッチのたたき方を、Y軸は縦のフレームを立てる位置を調整することによって行います。原点をギリギリベッドの左前角に設定すると、このプリンタ印刷範囲の公称スペックの270(mm)×210(mm)(X軸×Y軸)が取れます。ただ、ちなみにZ軸方向に関しては、メーカー自身がいろいろなページで180mmや185mmとか200mmと謳っており、どれが正しいのか分かりません。ヘッドを動かしてみると、ぎりぎり200mmはいけるようですが、余裕を見て180mmと考えた方が良さそうです。Curaのプリンターの設定でも270(mm)×210(mm)×180(mm)としました。
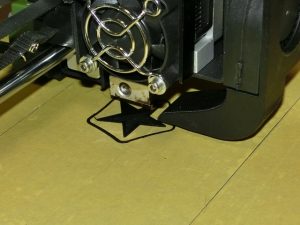
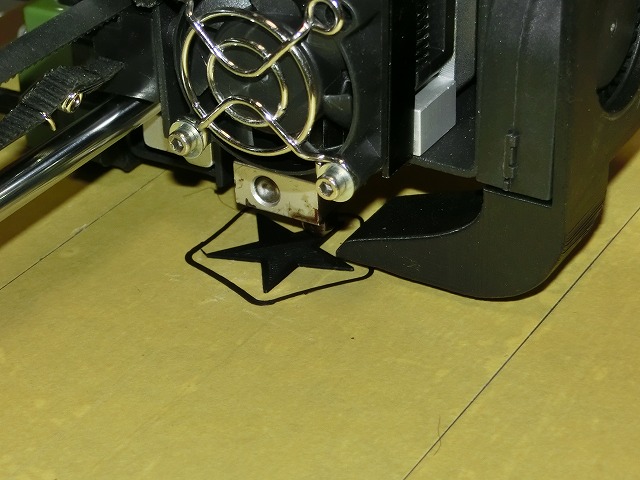
調整後に試しにお星様を印刷したのですが、左は失敗作です。原因はベルトの張りが弱かったことにあるようです。このあと、ベルトを張り直して正常に印刷できるようになりましたが、手で引っ張る作業にも限界があったので、結局はベルトにトーションスプリングを取り付けました。 なお、写真の作例はビルドプレート接着タイプをプリムにしていますが、印刷後の除去が面倒なので、あとでスカートに変更しました。
スカートに変更して印刷しました。 印刷状態は良好です。
今度は車両ケースの枠です。ダイソーの書類ケースに3Dプリンターで印刷した枠を入れて14両が収納できる車両ケースを作ります。 14両まんまの枠は印刷できませんが、大きめのベッドサイズを生かして枠を半分に分割することで印刷できます。廉価なプリンターに多い、200×200や150×150のベッドサイズだと4分割くらいにする必要があります。

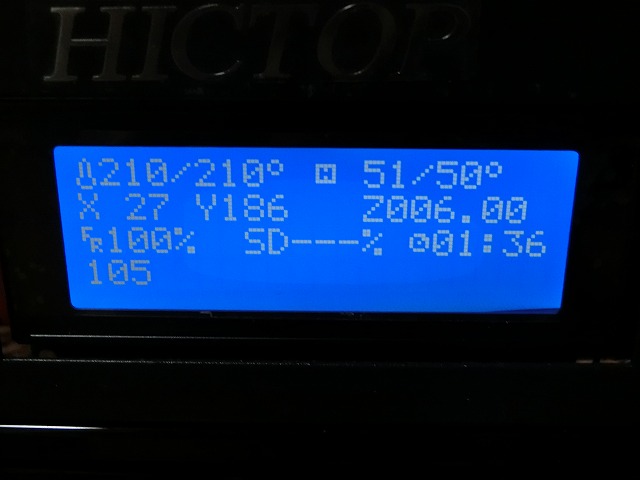
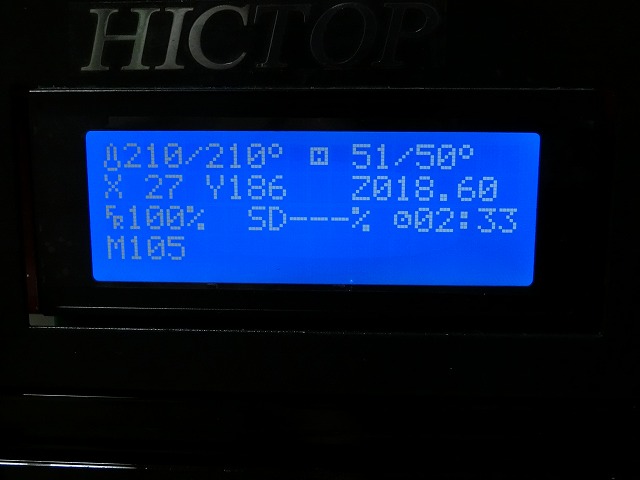
これを印刷する途中でトラブルが発生しました。 なぜか途中で印刷が止まってしまいます。画面には「105」だとか「M105」などが表示されます。 ボタンを押すと印刷が再開されるのですが、頻発するので難儀です。 ただ、同じG-Codeを使っても、CuraのUSB接続のときだけで発生し、SDカード経由だと発生しません。なお、CuraのパージョンやG-Codeフレーバーとは無関係なようです。別のスライサーの使用は未検証です。 表示される「M105」はエクストルーダーの温度取得のコマンドですが、このときに通信異常でも起こしているのでしょうか。けど、いくつもデータの印刷をしてみましたが、この車両ケースの印刷の時にだけ症状が現れます。ちょっと謎です。 とりあえず、この印刷にはSDカードを使うことにして、当座をしのぎます。

印刷の出来上がりはこんな感じで、収納車両に応じて枠内にウレタンを貼り付ければ完成です。 印刷時間は、積層ピッチ0.3mm,速度60mm/sで3時間足らずでした。 詳しくは別の機会にでもと思います。
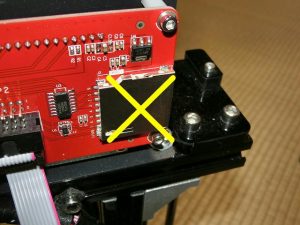
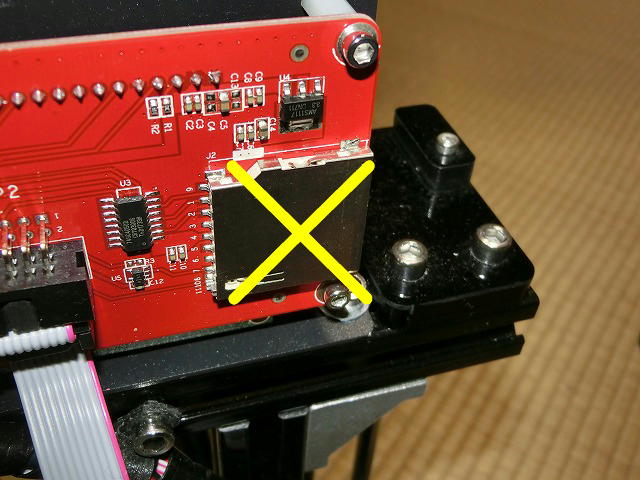
ちなみにこのプリンターには何故かSDカードスロットが2箇所にあります。ですが、液晶表示器の裏のスロットはフェイクで、制御基板にあるスロットが正解です。前者のスロットはものすごく目立つ割に、後者のスロットは非常にわかりにくいですし、取り出しにくいです。 それでは。<(_)>
5月 2019のアーカイブ









3Dプリンター 導入5
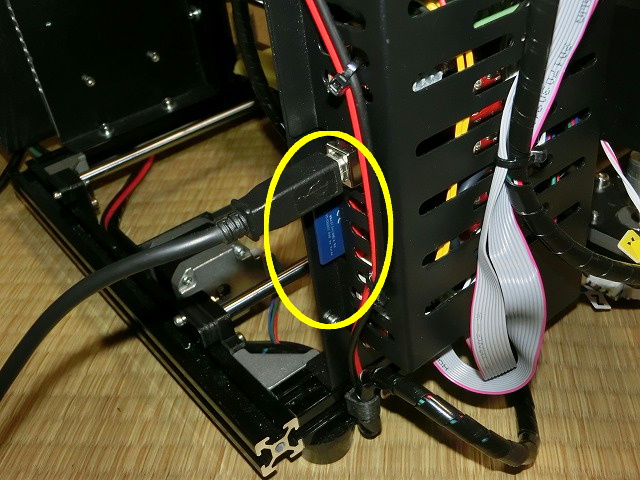
帰宅が午前様になってしまいましたが、火花を吹いたケーブルの交換品が到着していました。 早速、真夜中にゴソゴソと作業を始めます。Amazonを見ていると通常は300~400円くらいだと思うのですが、中国から送って来るのかどれも配送予定が遅いので、すぐに入手できる店から倍くらいの価格で買いました。 検品をしたところ、3DP-17のケーブルとピン接続(線色と順番)が異なっていたので、まち針でピンをコネクタから抜いて差し替えました。
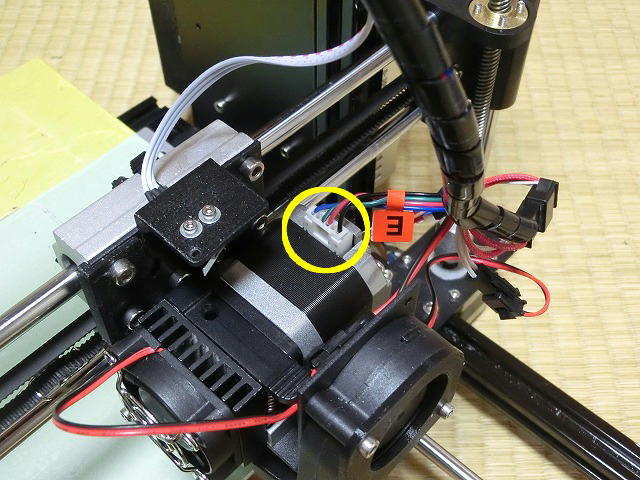
ケーブルを交換したところ、無事に印刷できるようになりました。 ケーブルのX軸フレームでの固定はやめ、ブロアファンの未使用の取り付け穴に結束バンドで固定しました。これにより火花を吹いたモーターのコネクタ部分に力がかかることはなくなりました。スパイラルチューブの巻き終わりも少し上方にして、ケーブルの曲げに余裕を持たせています。 ちなみにモーター行きの電線の「E」表示の札は、ピンを抜いたときに付け替えました。 とりあえずはこんな感じで、後は様子を見ていじっていきたいと思います。 それでは。<(_)>


3Dプリンター 導入4
3Dプリンターネタもそろそろ打ち切ろうと思ったのですが、そうは問屋が卸しません。(^^;最近エクストルーダーからカチカチと変な音がすると思っていたのですが、ステッピングモーターがうまく回っていない音だったようで、仕舞いにはフィラメントが吐出されなくなり、夕べにコネクタから火花が出ました。
配線を矢印の位置でフレームに固定していたのが駄目だったのか、最も弱いモーターのコネクタ部に無理な力がかかってお釈迦になったようです。 ただ、もともと平行している他の電線よりも脆弱な感じで、激しく動く部分に使うのには配慮が足りないんじゃない?と思っていたので、50時間くらいの稼働で駄目になったのはやっぱりといった感じです。 現在、取り替え用のケーブルを取り寄せ中ですが、このまま取り替えても同じことの繰り返しになるので、配線の仕方を検討中です。 では。<(_)>

3Dプリンター 導入3
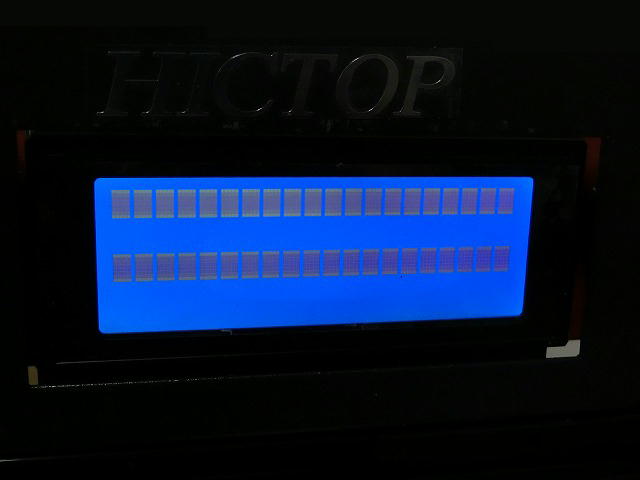
いよいよ3DP-17の試運転になります。 が、電源を入れたところで、いきなりトラブルが発生です。(^^;)まだ、加熱系には指令を出していないのですが、なんだか温度を示す数値が変です。液晶画面の表示の上段は、エクストルーダーの現在温度/設定温度,ヒートベッドの現在温度/設定温度なのですが、20℃の部屋で電源を入れたばかりなのに、エクストルーダーの現在温度が-14℃で、ヒートベッドが122℃です。試しに触っても手が凍ったり火傷をしたりということはありません。エクストルーダーとヒートベッドの温度センサーの配線が入れ間違っているとか、マイコンのセンサー入力が2系統ともアウトになっている感じです。 ひとまず電源を落としてサポートに問い合わせると「写真を送れ。」とメールが返ってきたので、撮影のために電源を再投入すると・・・。
お亡くなりになりました。(T_T) この画面のまま、もはや起動ロゴすら表示されません。 サポートとの何回かのやりとりの後、配線間違いも見当たらず、最終的に「ファームウェアを更新せよ。」という話になりましたが、状況を鑑みるにそんな問題ではないような気もします。サポートは「Marlin_3DP17_398.cpp.hex」というファームウェアを送ってくれましたが、そもそも付属のDVDが壊れていたので、3DP-17にファームウェアを送り込むためのCuraがありません。仕方なくCuraの本家のページからダウンロードしましたが、サポートのメールに添付されていた手順書は以前のバージョンのCuraを対象に書いてあるのか、全く役に立ちませんでした。それでも手順書の中の画面のコピーに表示されていた「Prusa Mendel I3」というキーワードだけを頼りにCuraをいじくり回して、何とかファームウェアをUSB経由で3DP-17へ送信しましたが、再起動を行っても状況は変わりませんでした。
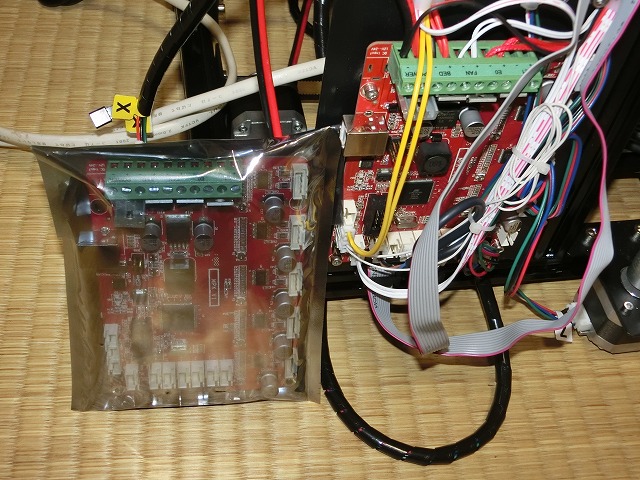
ファームウェアのアップデートが駄目だったことで、ようやく制御基板を交換してくれることになりました。 交換品は3日ほどでアマゾンから届きました。写真の左の袋の中身が交換用の基板です。 基板に接続されているコネクタや電線は似たようなものが多いので、つなぎ替えには気を遣いました。
ちなみに壊れていた基板です。目視で点検をしましたが、異常は見つかりませんでした。
電源を投入してみます。 以前の基板のときと違って、現在温度は18℃と無事に正常らしい温度が表示されました。 さらに加温指令を出すと正常に温度が上昇しました。 このままAuto homeでノズルをホームポジションに動かしてみましたが、動作に違和感を感じたので、すぐに先のやりとりで入手したファームウェアをCuraで書き込みました。というか、他の機種と共通に使われる汎用基板なので、ファームウェアの書き込みは必須なようです。
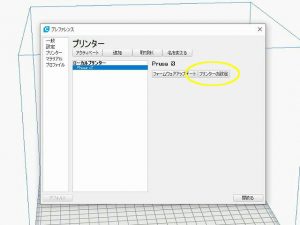
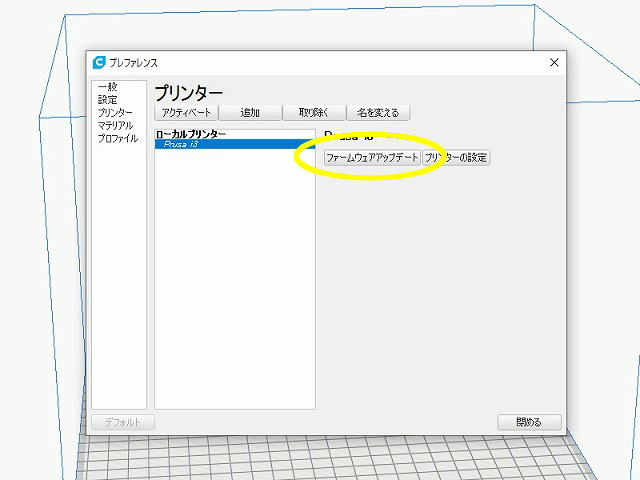
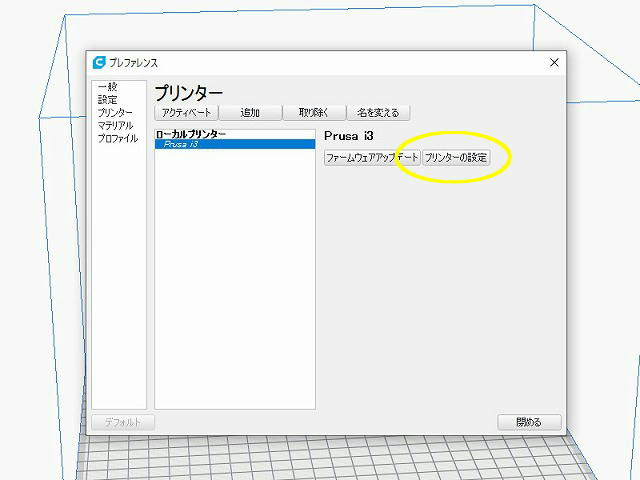
Cura上でのファームウェアのアップデートは「設定>プリンター>プリンターの管理」で行います。 HICTOPのホームページには、ファームウェアとしてArduinoのソースファイルがrar形式で圧縮された状態で公開されていますが、いちいちアーカイバで解凍して、IDEでコンパイルして書き込む必要があります。IDEでhexファイルを生成させて、Curaで書き込んでも大丈夫みたいですが未検証です。 CuraのバージョンはCura4.0.0です。あとでサポートからCura15.04.3を使うように勧められましたが、そのCuraが入っているであろう付属のDVDが読み込めない状態なので無理な話です。Curaの公式ページでも既にCura15.04.6以降しかダウンロードできないので、とりあえず、Cura15.04.6も使ってみましたが、最初にインストールしたCura4.0.0の方が使いやすいので入れ替えずに使っています。
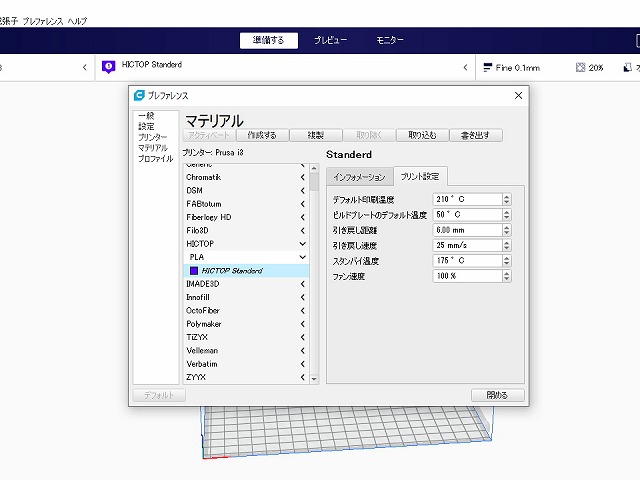
話が前後しますが、Cura4.0.0のインストール時のプリンタの選択はPrusa i3にしました。 また、プリンターの設定の画面で、G-codeフレーバーはファームウェアファイルの名前からMarlinにしています。マニュアル通りのMakerbotだと印刷中にブロアファンが回りません。Cura15.04.6でも同じでした。ヘッドの設定はすべて0mmです。 続いて、前処理と後処理のG-codeも書き加えたりコメントアウトして編集しています。特にこの機種の売りであるオートレベリング機能は、現時点のファームウェアでは本体からコントロールするメニューがなく、そのままだと機能が眠ったままになるので、前処理で有効状態に設定(G29 Z0)しておく必要があります。サポートから送ってもらったマニュアルには、そんなことはどこにも書いておらず、これに気づくのにずいぶんと時間がかかりました。また、印刷終了後は、液晶パネルのメニューから始動させたファンが止まらなかったり、ノズルが原点に戻ってベッドが印刷物と一緒にプリンターの奥に移動してしまうので、後処理でファンの停止(M107)とベッドを前に移動させるように設定(G90 / G1 X0 Y210)しています。なお、オートレベリング(G29 Z0)の前にノズルをホームポジションに戻すコード(G28 X0 Y0 / G28 Z0)をデフォルト設定のまま残しています。オートレベリングには補正限界があるようで、ノズルをホームポジションに戻しておかないと、オートレベリングを実行してもZ軸位置を補正しきれずにヘッドが空中を泳ぐことがありました。
なお、マテリアルの温度設定はマニュアル通りの値で新たに1種類のフィラメントを登録しました。「PLA ノズル210℃ ベッド50℃」です。 残りのパラメーターは適当です。使いながら調整していきたいと思います。 次は、やっとノズルとベッドの隙間調整の作業にたどり着きます。<(_)>



3Dプリンター 導入2
3Dプリンター導入の続きです。
前回立てた柱に梁(X軸)のフレームを取り付けてから、縦(Z軸)の部材を取り付けていきます。
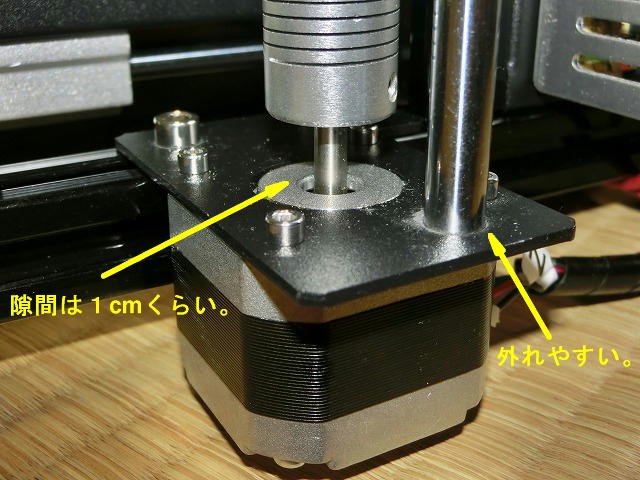
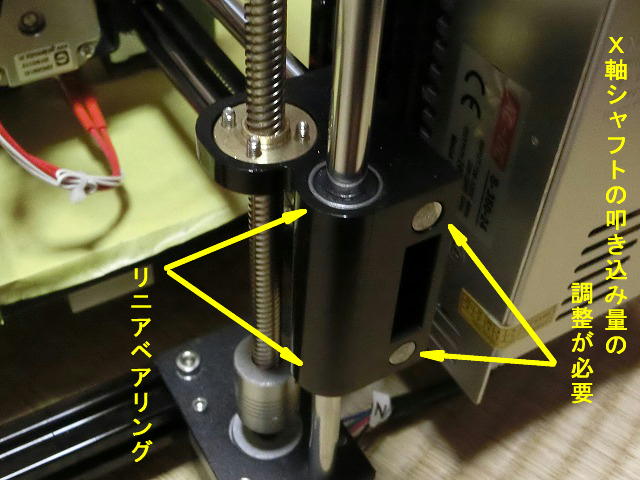
なぜかZ軸シャフト上端に遊びがあり、印刷中に浮いてシャフトが下端の取付穴から外れてしまうので、遊び部分にM3ワッシャを4枚放り込んでいます。各フレーム同士の締結が甘いと、次第に緩んできてあちこちでガタや遊びが出ますので、締結具合を再確認します。下端のZ軸のステッピングモータ部の写真です。 特にZ軸シャフトは固定用の呑み込みが2mm程度なので、シャフトが浮くと簡単に外れます。 印刷中に外れると印刷物が歪んでしまいます。
Z軸(縦軸)を組みながら、Z軸間にX軸(横軸)のシャフトを渡すのですが、ここで問題が発生しました。 X軸固定用の樹脂部材に筒型のリニアベアリング(左右2箇所ずつ計4箇所)をZ軸方向に押し込むのですが、固くて手では無理なのでゴムハンマーで軽くたたいたところ、中のボールが転がり出てきました。メーカーから直接購入すると到着が遅そうなので、アマゾンでLM8UUというベアリングを購入して取り替えました。販売価格が1個あたりで100円もしないので、さもあらんといったところです。 なお、X軸が上下(Z軸方向)になめらかに動かない場合は、写真のX軸シャフトの叩き込み量も影響するようでした。

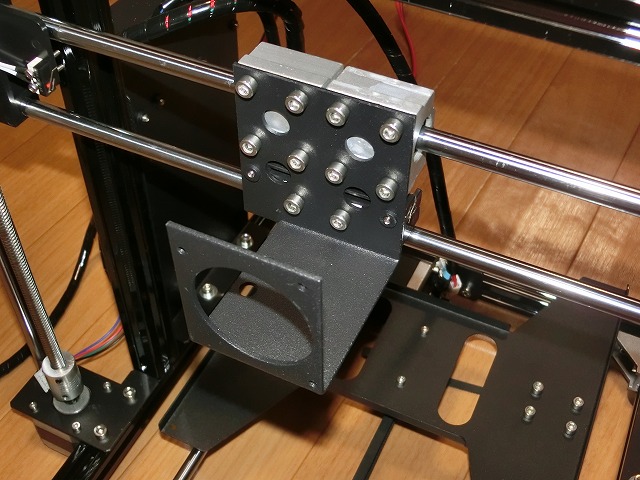
次にX軸シャフトにステッピングモーターとエクストルーダーユニットのホルダーを取り付けます。 ステッピングモーターの取り付けには、樹脂部品側の穴が大きいのでM3ワッシャーをくぐらせています。 ホルダーを支える4組のリニアベアリングとサポートは、製品の誤差が大きくまともに走らないことがあるので、場所を入れ替えて最適な組み合わせを見つけます。(ネットによるとホルダーとサポートの間に紙を挟んだりしている方もいるようです。)

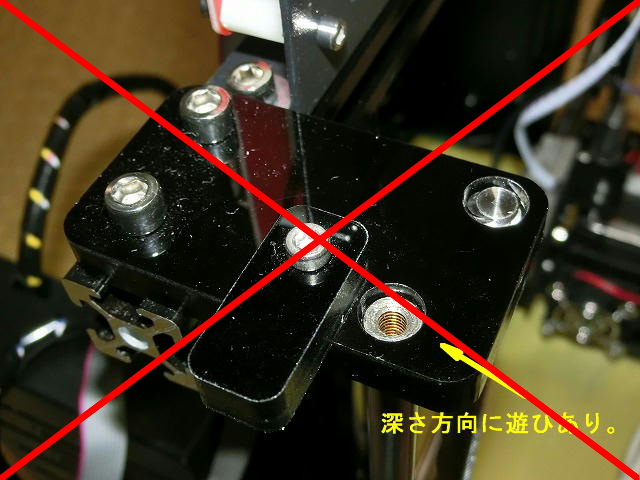
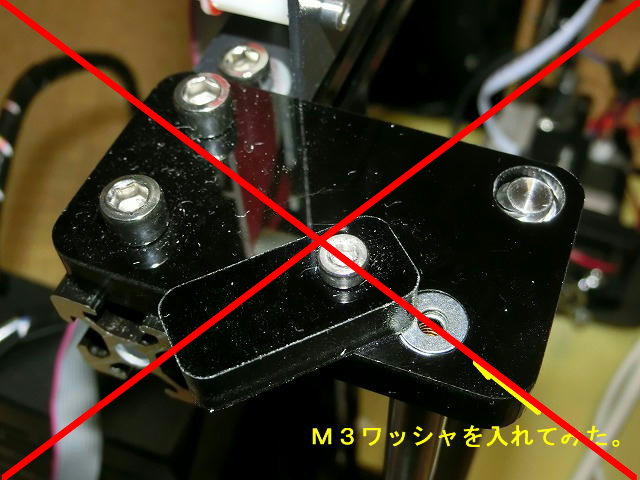
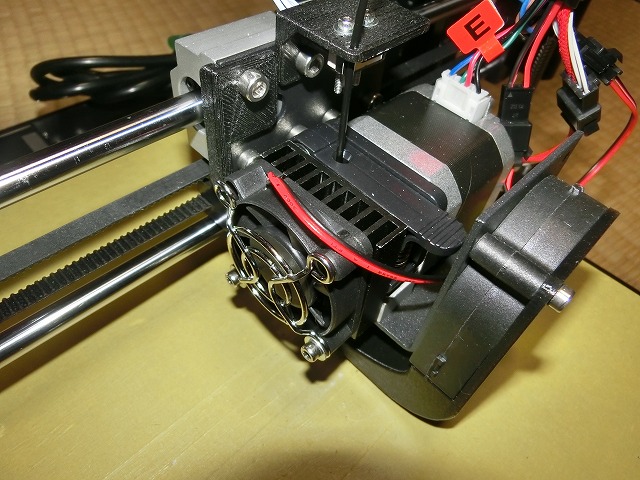
エクストルーダーユニットを説明書の通りに組み立てると、フィラメントのリリースレバーを必要以上に締め付けて固定してしまうので、写真のようにM3ワッシャーを噛ませることで遊びを作ってリリースレバーが動くようにします。 なお、ファンガードの固定が下2箇所のねじだけとなるのが気になりますので、そのうちタッピングビスで上2箇所を締め付けようと思います。 写真にベルトが写っていますが、X軸用のベルトです。これもなるべくピンと張るようにします。
組み立ても終わりが見えてきましたが、梁に液晶表示パネルとフィラメントホルダーを取り付けます。ここでもワッシャを使用しています。 最後に各配線を接続して完成です。
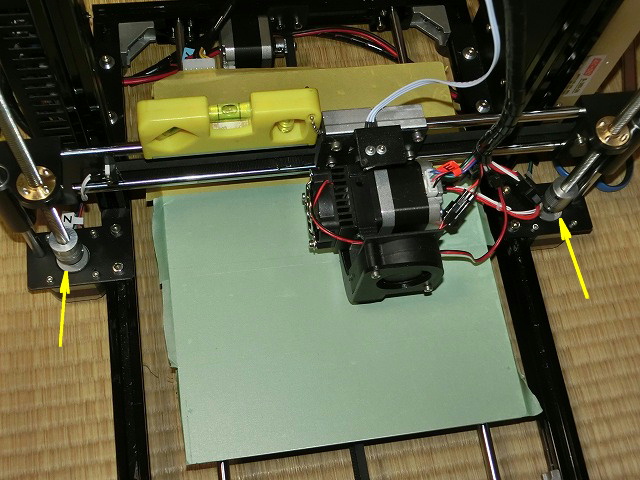
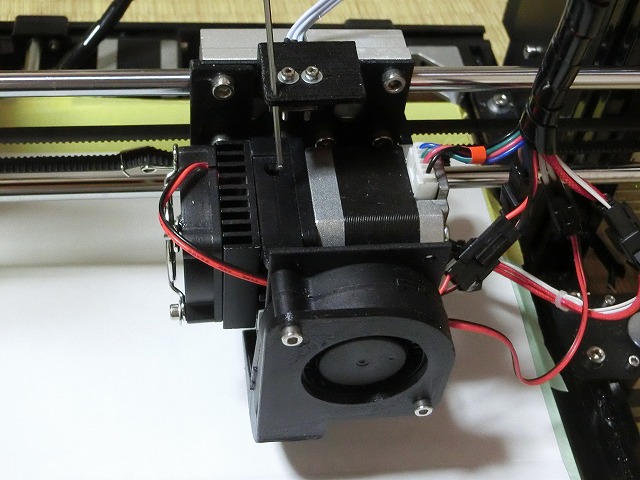
話が少し飛びますが、試運転後にいくつか手を入れています。 まず、X軸の原点(向かって左側)でエクストルーダーのノズルがベッドから数mmだけはみ出すので、リミットスイッチ用のドッグを新設しました。 また、付属のフィラメントモニター(フィラメント切れリミットスイッチ用ホルダー)では、フィラメントが引っかかって動作に支障があるので、自作のホルダーをエクストルーダー上に取り付けました。オープンタイプにしたのでフィラメントの挿入も簡単です。ちなみに試運転時はフィラメントモニターをどこにも固定せずに、六角レンチを突っ込んで誤魔化していました。

それぞれ別の角度での写真です。どちらもこのプリンタで印刷したものです。 ちなみに3DCADはFUSION360を使っています。FUSION360の本を買ってきて1日触っていると、これくらいのものは作図できるようになりました。
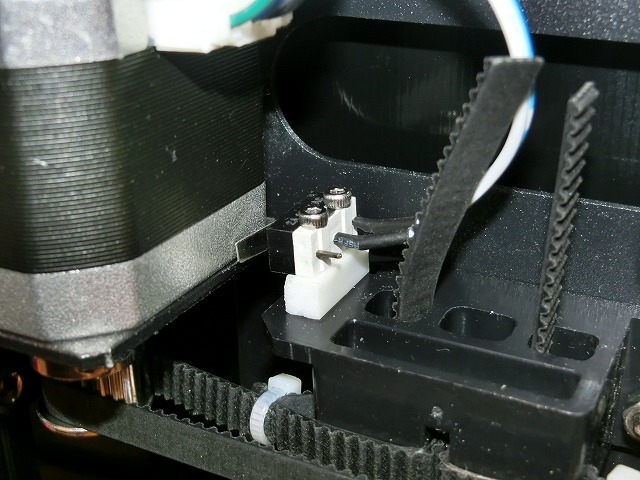
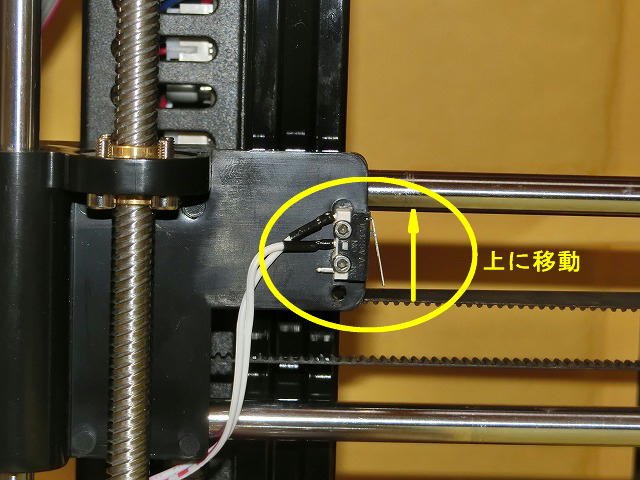
X軸の原点はドッグで調整できましたが、そのリミットスイッチ自体の取り付けねじが裏でベルトに当たっていたので、穴を開け直して少し上に移動しました。

あと、ベルトをピンと張りたかったので、トーションスプリングを買いました。 ベルトの幅が6mmなので、それに見合ったものを選びます。 アマゾンで20個500円くらいでした。ショップによっては中国からの発送で、商品の到着が1-2週間後となったりするので、すぐに届くショップを選びました。

こんな感じで取り付けます。X軸,Y軸の両方のベルトに各1個を取り付けました。 (あとでX軸、Y軸とも2個に増やしました。)

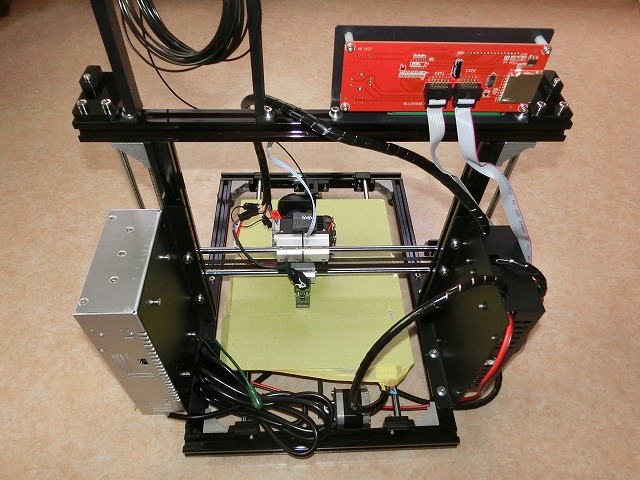
次は試運転になります。斜め上からと裏からの写真です。整線はまだしていません。 ベッドにはマスキングテープを貼っています。

ありがちな話ですが、付属の電源コードは写真のような3ピン式なので、普通のコンセントに接続しようとすると変換プラグが必要になります。 ちなみに2枚目のコンセントの写真の左がライン、右がニュートラル、下の丸いピンが接地です。
変換プラグとはこれですね。 では。<(_)>














3Dプリンター 導入1
一時期テレビの報道で取り上げられることもあり、ちょっとしたブームな感じだった3Dプリンターですが、それも下火になってきた感がある反面、価格がこなれてきて手が届く位になってきましたので、いよいよ購入してみました。 とは言え、初3Dプリンターなので投資は抑えて様子を見たいところです。で、完成品ではなく比較的安価な自分で組み立てるキット形式のプリンターにしました。 とりあえず説明書通りに組めばなんとかなると気軽に考えていたので、4月の中頃に注文して平成が終わるまでに組み立てられるだろうと踏んでいたのですが、紆余曲折があり結局は令和になってしまいました。
選んだのは中国のHICTOPの3DP-17というプリンターです。アマゾンで割引をやっていて3万円ちょっとでした。 うまく動けば倍以上の価格の完成品プリンターの性能に匹敵する予定です。 注文して3日で到着しました。届いた外箱はガムテープでぐるぐる巻きにされており、いかにも海外製といった感じですが、発送は大阪府茨木市になっていました。

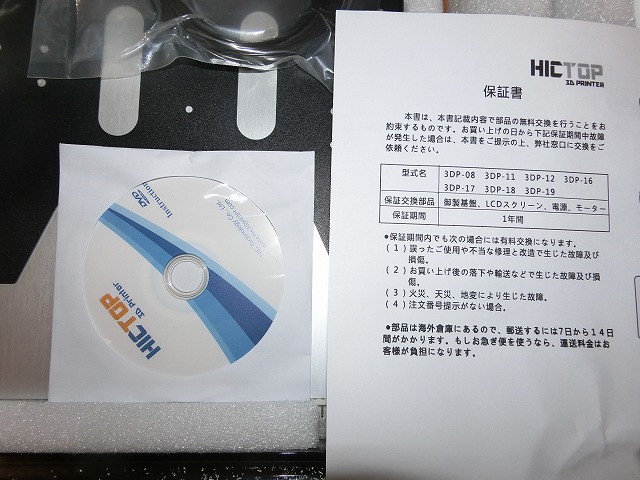
本体部品のほかに、付属品はDVDと保証書とおまけのフィラメント(黒色)です。 ここで最初の問題が発生しました。付属品のDVDが読み込めません。ほかのパソコンやらDVDプレーヤーでも試すのですが、中身のファイルを認識してくれません。DVDの裏を見るとWriteした形跡はあり、何かデータが入っているようには見えます。 説明書関係はすべて電子化されてDVDに入っているはずなので、これでは組み立てはおろか、部品の確認すらできません。結局は早々にサポートのお世話になることに・・・。 サポートからはすぐに機械翻訳的な日本語で返事が来ましたが、誘導されたダウンロードサイトのZIP形式のファイルがなぜか正常に解凍できず、結局はメールで送ってもらうことになりました。(ダウンロードした部品表のpdfファイルとテストプリント用データは使えました。)

まずは部品の確認です。海外製ですのでよくチェックしておかないと何があるかわかりません。 部品表と見比べて過不足をチェックしますが、微妙に電源スイッチやネジやら足りないものがあり、サポートに聞くと仕様変更があったので部品表と相違があるとのこと。一先ず、必要な部品はそろっているようです。 ネジは曲がってたり歪んでたりして使えないものがありますが、予備がありそうだったのでそのまま組み立てを始めました。なお、別途購入品として、M3とM5のワッシャが必要になります。(各20枚程度があれば足りたと思います。) また、フレーム材の連結用金具の取付穴はバリ処理が必要でした。これくらいならかわいいのですが、フレーム材には2枚目の写真のように切削屑がたくさん付着しており、おまけに養生用のテープ(養生テープではなく、セロハンテープのようです。)をはがすと粘着材がフレーム材に残ってしまい、これには閉口しました。

部品チェックのあとは組立説明書を見ながら組み立てに入ります。 (以降は説明書通りなので、あれっ?と思ったところを書いていきます。) まずは土台作りなのですが、使用する先ほどのフレーム材を水と洗剤で洗浄し、無水アルコールでへばり付いている粘着剤を落とします。これにはかなり時間がかかり、気分が萎えてしまいました。 気を取り直して土台を組み始めましたが、プリント精度に大きく影響しそうなので、できるだけ歪みやねじれがないように気をつけました。

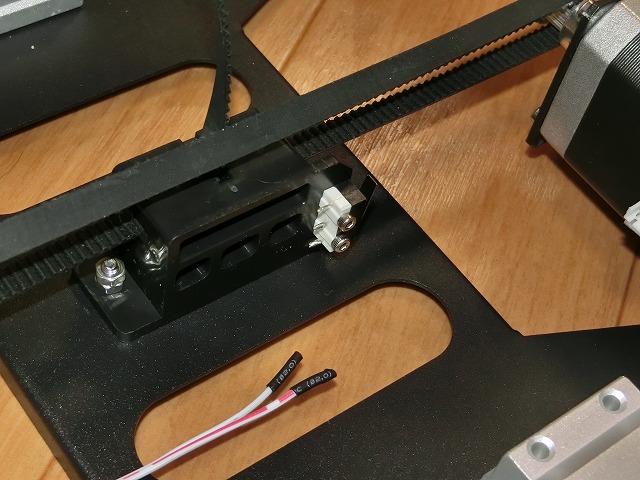
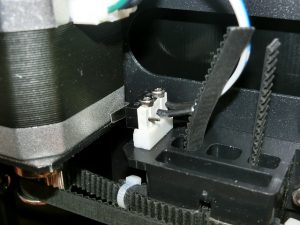
できた土台にヒートベッドを取り付けます。1枚目の写真の右のモータが駆動用のステッピングモーターです。中央に逆三角形に3つ並んでいるのが、ヒートベッド取付用のリニアベアリングです。リニアベアリングはシャフト上を滑らすとゴリゴリ鳴り、壊れていないか不安になります。 2枚目の写真のヒートベッドに取り付けるリミットスイッチです。リミットスイッチは電線の長さが2種類ありますが、長い電線の方のスイッチを使います。(説明書には書いていません。)

リニアベアリングにヒートベッドのベースを取り付けて、移動の芯出しをするために手で動かしていたら、リミットスイッチの電線が何かに引っかかってちぎれてしまい、半田付けで修理する羽目になりました。今回に限らず、このプリンターのリミットスイッチの端子部で電線がちぎれることが何回かありました。完全にプチッといってくれたらまだ良いのですが、黒いチューブの中で切れかけていたりすると、見つけるのが大変です。
また、リミットスイッチはステッピングモーターの側面に当たって作動することになるのですが、そのままではスイッチの板の半分しかステッピングモーターに当たらないので、5mmのプラ棒をリミットスイッチとベースの間に挟んで位置を調整しました。 あと、ヒートベッドの動作方向はY軸にあたりますが、このベルトが緩いと印刷物のY軸方向のずれが大きくなり、ひどいときは印刷物が綿あめになりますので、なるべくピンピンに張ります。このとき、リミットスイッチが取り付けてあるパーツにベルトの凸凹を引っかけるようにして止めるのですが、そのまま放っておくとテンションがかかったときにベルトがその凸凹を滑って緩んでしまうので、メーカーがYouTubeで公開しているように結束バンドを併用する方法で固定します。ただし、張り直しのときに持ちしろのための余長が欲しくなるのでベルトのカットはしていません。
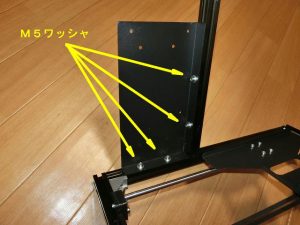
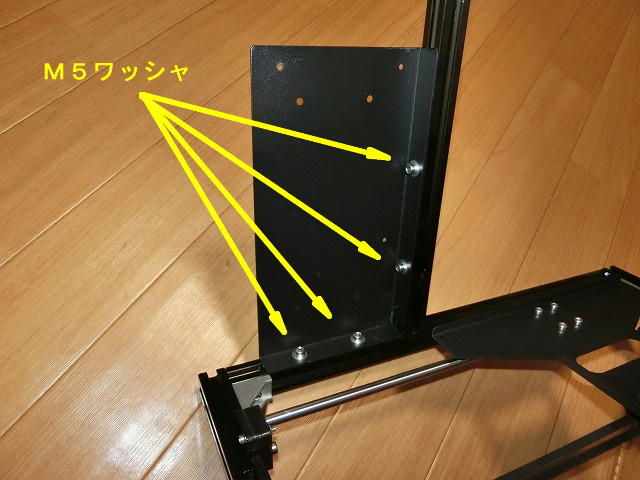
土台ができたら柱を立てます。固定は機器取付用のプレートで行います。 1枚目の写真は向って右側になる電源ユニット用のプレートです。以降の共通事項ですが、薄い板をフレーム材に固定するときは、そのままではねじがわずかに長くフレーム材の中でつっかえて固定できませんので、ワッシャを挿入してねじ長さを調整します。 2枚目の写真は向って左側の制御ユニットです。写っていませんが、フレーム材とプレートの取付には同じようにワッシャを挿入しています。 、
前から見るとこんな感じになります。 この柱のフレーム材ですが、説明の指定の寸法で組むと組み立て後にエクストルーダーのノズルがヒートベッドよりも前に数ミリだけはみ出したので、あとで後ろにずらしました。組み立て後にずらすのはちょっと面倒でしたので、あらかじめ5mmほど後退させておいても良いかもしれません。(先ほどのリミットスイッチのステッピングモーター側にドッグを新設するなどしても対応は可能です。) 長くなったので、今日はここまでです。<(_)>